


 扫一扫
扫一扫

聚贤丰汇特钢有限公司专业从事钢板切割加工,中厚钢板零割,数控钢板切割,数控火焰切割加工,钢板火焰切割等服务,同时经销各类中厚板,花纹板,开平板,无缝方管,焊管等型材,热诚欢迎新老客户来电垂询洽谈业务,
钢板加工,其可以说,对我们大家而言,是不陌生的,因为,其是网站关键词之一,所以,是一定要进行相关的学习和了解的,这样,才能体现其的重要性,所以下面,不妨将其延续下去,以便大家可以有新的收获,而且,在其学习道路上,还能有所进步和发展。
1.钢板加工,在加工工艺上,会有哪些常用的,以及,钢板的表面粗糙度,主要是与什么有关。
钢板加工,其的加工工艺,主要是有铸坯,加热,轧制,修边定尺等这些,其中,在轧制上,是可以获得不同的钢板厚度的,至于,钢板的表面粗糙度,一般来讲,是与其生产厂家有关。
2.天津钢板切割45#钢板进行加工,怎样避免在其加工过程中出现变形问题,以及,钢板加工上,怎样做到既有弹力,又不会断。
45#钢板进行加工,其也是在钢板加工这一范畴内的,所以,想要避免其出现变形问题的话,那么,是可以根据加工要求,来选择合适的加工方式的,不过,其的一般加工步骤,是为下料,调质和粗精铣,如果,其要求比较高的话,还可以进行留量磨削加工。
钢板加工上,想要做到既有弹力又不会断,那么,是可以一边加工一边用水浇灌,使加工温度不高于常温,从而,来达到目的。
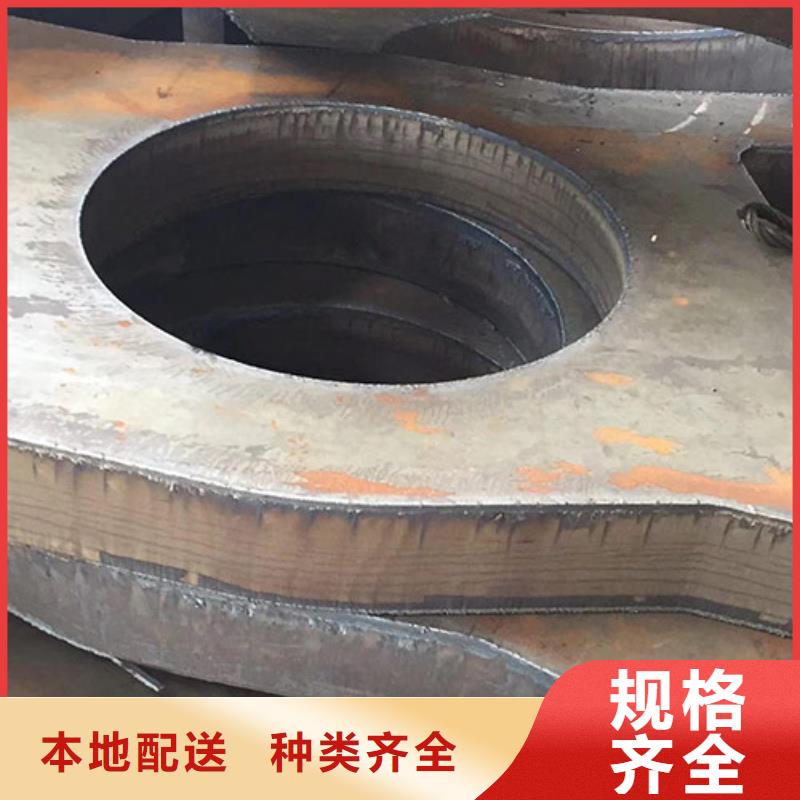
中厚板进行切割加工时,天津钢板零割根据以往的实际操作经验来看,使用火焰切割是好的,因此大多数企业也是使用多的,此外,对于钢板的倾角,也可以用火焰进行切割加工,那既然提到了这个话题,那么下面我们就来好好聊聊这一方面,它也是关于钢板切割的。
如果想要进行火焰切割,那么使用到的设备有数控火焰切割机,如果是倾角切割,那也就是角度切割,就是对切割面进行调整,以满足不同角度的切割要求钢板切割,这是切割角度方面的问题。
而在切割效果方面,如果想要达到好的切割效果,那么应注意割嘴与割件之间的角度,它会影响到切割速度,以及后拖量,一般来讲,切割时倾角的大小是由无锡钢板加工工件的厚度来决定的,如果工件厚度在30mm以下,那么倾角为20到30度,如果工件厚度大于30mm,那么倾角为5到10度。
另外,倾角切割时,由于与垂直切割是不同的,因此在穿孔厚度要求上也是有所不同的钢板零割,在实际操作过程中,还需要对切割机进行预热,那具体如何操作呢,有哪些注意事项,具体内容如下:。
预热温度,火焰的功率,包括乙炔和氧气的流量等,都要随着钢板厚度的增加而增大。
如果割嘴使用扩散形和氧帘式,那么切割20mm以下的钢板时,火焰的功率应该大一些,来加快切割速度,使得切割速度足够。


聚贤丰汇金属材料有限公司新品研发能力、生产加工能力、 临沧45#圆钢、产品供货速度、客户服务质量,在国内处于较高水平, 临沧45#圆钢、产品在市场上树立了好的口碑,赢得客户认可。并通过完善的生产、销售、售后一体化,打造了客户的满意度,多年来赢得了广大客户的认可,使企业得到了市场的成功和稳健的发展。 关注客户需求,改善客户体验,成就伙伴共赢。我们愿和您共同打造美好未来!



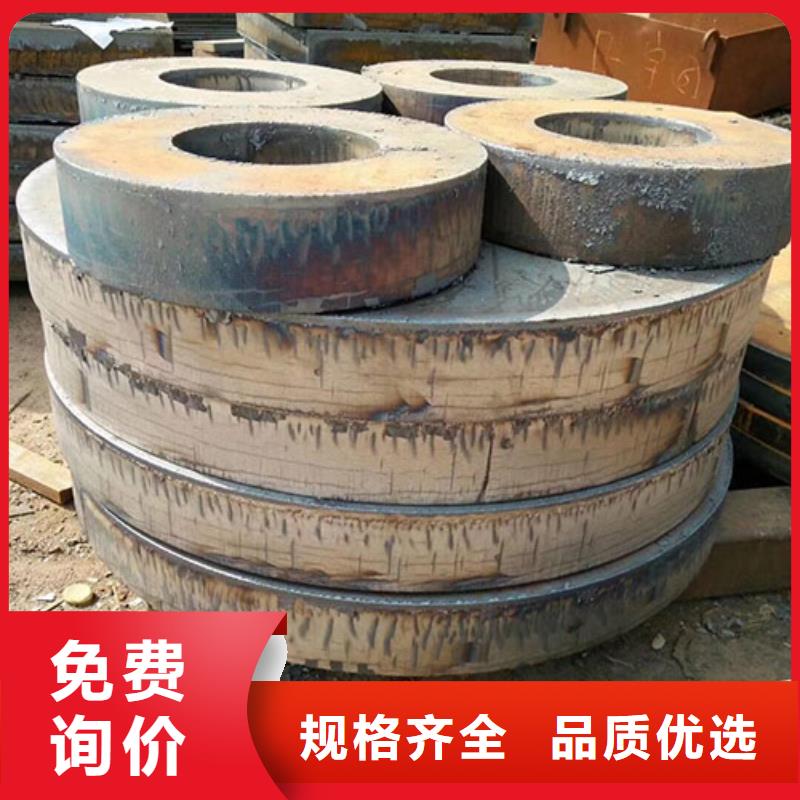
GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是最古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是最适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合安全要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
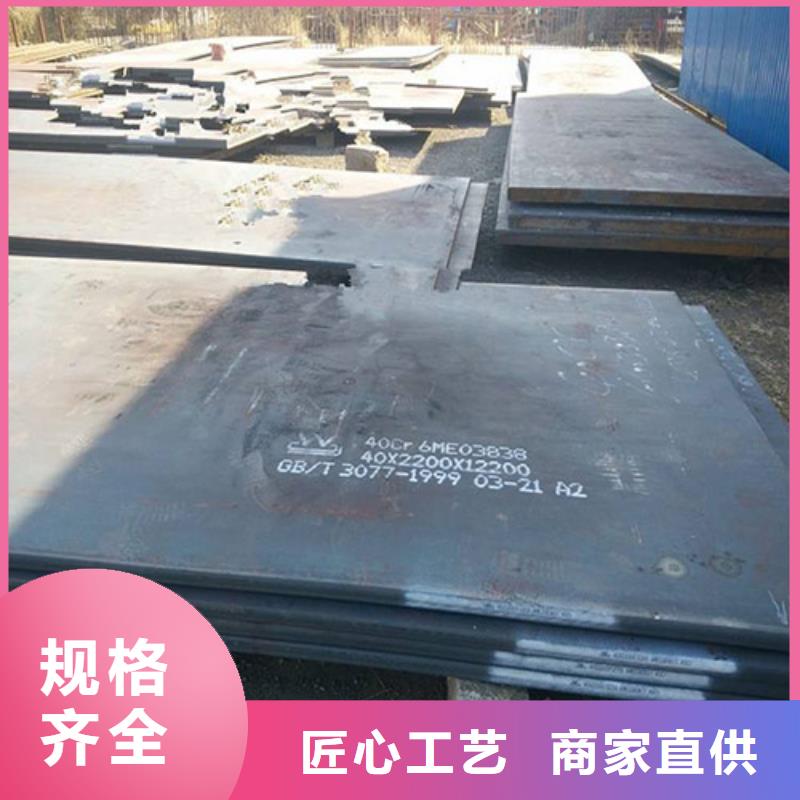
GCR15中厚钢板用火焰切割费用比较低一些


钢板质量直接影响钢板价格,整张钢板与钢板零割价格也是不一样的,对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
钢板生产的出现正好迎合了人们一直以来的节约资源口号。由于可再生资源的日益稀缺和经济的快速发展,资源问题已成为一个大问题。提高资源的可用性是现在社会大力提倡的,所以使用周期长,节约材料,承载能力高的钢板生产厂家符合时代的发展。爬网镀锌是一种表面处理技术,分为冷镀锌和热镀锌。最常用的工艺是热镀锌。随着冷轧带钢近30年来的快速发展,热镀锌行业得到了极大的提高,并广泛应用于金属制品的表面处理。不锈钢板生产厂家被广泛应用于公路、铁路、土建、水利等建筑、各种机械、电器、窗户防护及养殖等。可根据客户要求加工定制各种特殊规格的产品。
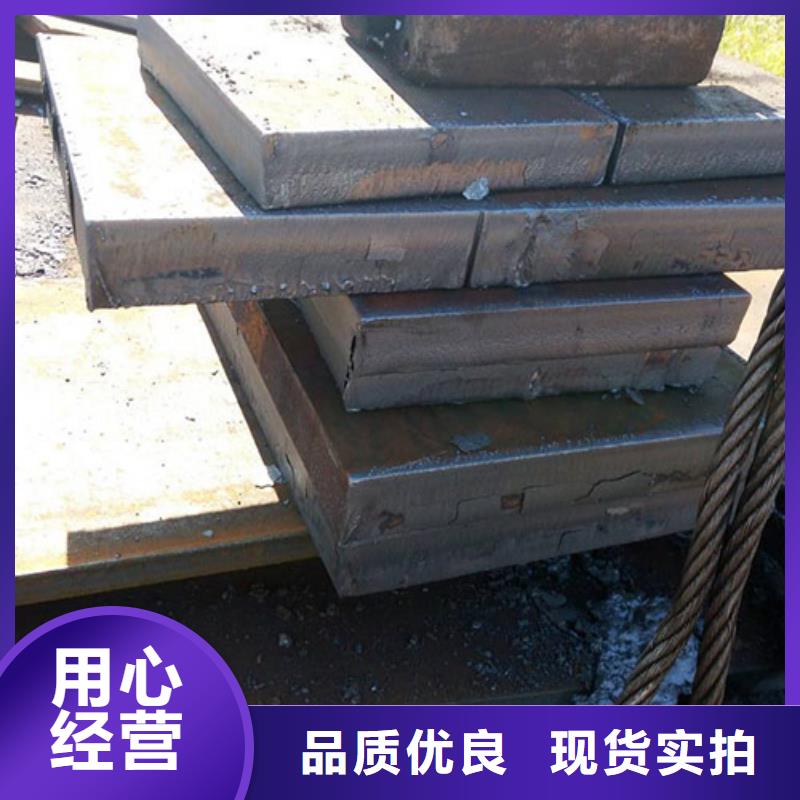
钢板切割氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
等离子设备比氧气气体切割炬更昂贵,因为一个完整的系统需要电力,水冷却器(对于超过100安培的系统),气体控制设备,火炬电线,连接软管和电缆,以及火炬本身。但与氧气相比,等离子体的生产率可以很快补偿系统的成本。
等离子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
钢板切割激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
激光技术的另一个优点是可靠性。耗材寿命长,机械自动化程度高,很多激光切割作业都可以在“无人值守”的状态下进行。想象一下,在工作台上装载10x401/2"钢板,按下开始按钮,然后晚上回家。当你早上回来的时候,上百个零件将被切割和卸载。



技术支持:cnwbgg.com