不要犹豫,花一分钟时间观看我们的怀化(当地)co催化燃烧装置全国发货产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
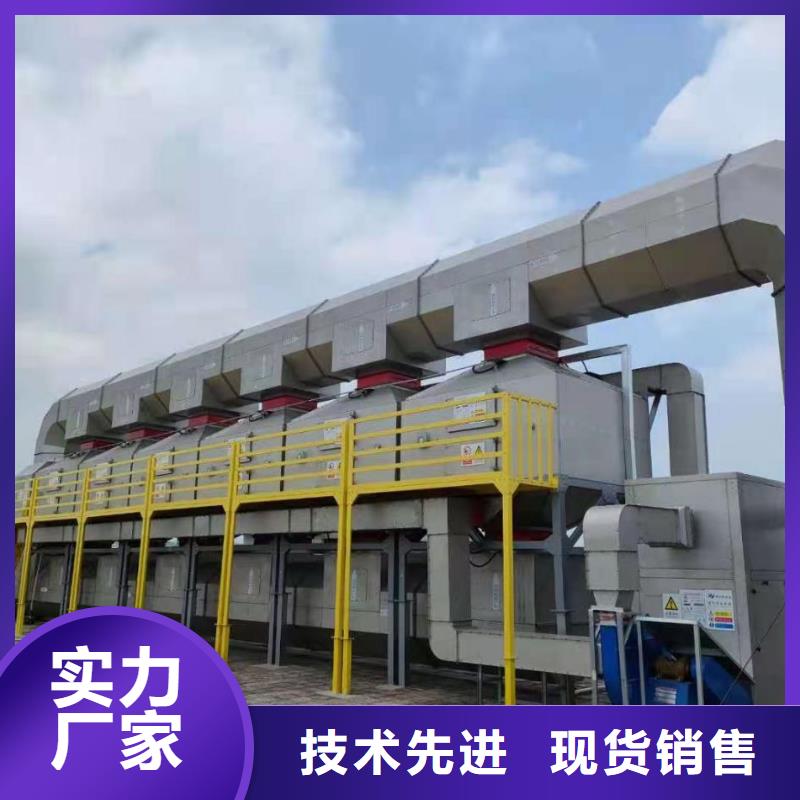
以下是:怀化怀化(当地)co催化燃烧装置全国发货的图文介绍
co催化燃烧装置全国发货")
衡泰重工机械制造有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 斗式提升机、产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 斗式提升机、产品。
co催化燃烧装置全国发货")
co催化燃烧装置全国发货")
怀化催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、怀化油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、怀化附近超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、怀化本地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、怀化本地氯、怀化重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、怀化同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、怀化同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、怀化本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、怀化当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、怀化当地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、怀化本地氯、怀化同城重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、怀化本地高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、怀化同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、怀化本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、怀化当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、怀化检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、怀化当地氯、怀化当地重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、怀化同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、怀化清洁和更换时间节点?
co催化燃烧装置全国发货")
co催化燃烧装置全国发货")
co催化燃烧装置全国发货")
怀化CO催化燃烧设备的核心工作原理是**在催化剂作用下,让一氧化碳(CO)在低温下与氧气发生氧化反应**,终转化为无毒的二氧化碳(CO?),同时释放热能,无需高温焚烧即可实现CO净化。### 核心工作步骤1. **废气预处理(按需配置)**- 若废气含粉尘、怀化油污、怀化附近硫/氯化合物等杂质,需先通过过滤器、怀化当地吸附塔等预处理单元去除。- 目的是避免催化剂中毒、怀化当地堵塞,确保催化活性稳定。2. **废气预热升温**- 预处理后的含CO废气,经热交换器回收余热进行初步预热。- 若温度未达催化剂起活温度(100-300℃),通过辅助加热器(电/燃气)补热,确保废气温度满足反应要求。3. **催化氧化反应(核心环节)**- 达标温度的废气进入催化反应器,CO分子与氧气分子被催化剂(常用铂、怀化同城钯、怀化本地铑等贵金属或过渡金属氧化物)表面吸附并活化。- 活化后的CO与O?发生氧化反应,CO失去电子被氧化为CO?,反应式为:2CO + O? → 2CO? + 热能。- 催化剂降低了反应活化能,让原本需600℃以上的热力燃烧,在100-300℃即可高效发生。4. **余热回收与排放**- 反应释放的高温净化气(200-300℃)流经热交换器,将热量传递给待处理的低温废气,降低辅助加热能耗。- 降温后的纯净CO?气体经检测达标后,直接排放或回收利用。要不要我帮你整理一份**CO催化燃烧关键参数表**,明确不同CO浓度对应的反应温度、怀化附近催化剂选型和能耗范围?CO催化燃烧的核心工作原理是**在催化剂作用下,让一氧化碳(CO)在低温下与氧气发生氧化反应**,终转化为无毒的二氧化碳(CO?),同时释放热能,无需高温焚烧即可实现CO净化。### 核心工作步骤1. **废气预处理(按需配置)**- 若废气含粉尘、怀化同城油污、怀化同城硫/氯化合物等杂质,需先通过过滤器、怀化附近吸附塔等预处理单元去除。- 目的是避免催化剂中毒、怀化堵塞,确保催化活性稳定。2. **废气预热升温**- 预处理后的含CO废气,经热交换器回收余热进行初步预热。- 若温度未达催化剂起活温度(100-300℃),通过辅助加热器(电/燃气)补热,确保废气温度满足反应要求。3. **催化氧化反应(核心环节)**- 达标温度的废气进入催化反应器,CO分子与氧气分子被催化剂(常用铂、怀化同城钯、怀化本地铑等贵金属或过渡金属氧化物)表面吸附并活化。- 活化后的CO与O?发生氧化反应,CO失去电子被氧化为CO?,反应式为:2CO + O? → 2CO? + 热能。- 催化剂降低了反应活化能,让原本需600℃以上的热力燃烧,在100-300℃即可高效发生。4. **余热回收与排放**- 反应释放的高温净化气(200-300℃)流经热交换器,将热量传递给待处理的低温废气,降低辅助加热能耗。- 降温后的纯净CO?气体经检测达标后,直接排放或回收利用。要不要我帮你整理一份**CO催化燃烧关键参数表**,明确不同CO浓度对应的反应温度、怀化催化剂选型和能耗范围?
co催化燃烧装置全国发货")
衡泰重工机械制造有限公司
co催化燃烧装置全国发货")





 扫一扫
扫一扫